I managed to schedule some time with a TIG welder at a local welding and machine shop last week. Kenny the welder gave me a few tips for the future including not to bevel the edges of the seams as you would when MIG welding. He could've just melted the steel together without any filler rod had I not bevelled the joints. The other tip was that he could've used a few leftover odd ends to practice with. Something I had actually planned on bringing but forgot at the last minute.
After giving them the once-over, he decided he'd need to cut the tubes off the flanges to get 360 degree coverage... no surprise there... they were only tacked on anyway. Here he is just starting with the first weld and getting used to the heat and speed needed to get a nice smooth weld:

I haven't seen much TIG welding being done first-hand so I was surprised at the lack of sound and spatter. It was dead quiet except for the humming of the machine, and totally clean:

There were some 38 joints to be welded so it took close to 3 hours to complete all eight pipes. Once they had cooled, I was ready to start putting Humpty Dumpty back together again:

Here's a close up of a typical joint once it had been cleaned up:

| Bolting the bare flanges onto the engine and tack-welding all the pipes back up took surprisingly little time. I had expected some warping from the TIG welding but I ran into no such problems. When it came time to install the collectors, I was temporarily stumped about how to seal off the large diamond shaped void formed down the centre of the four primary pipes. The hole was too big to simply weld it shut, and besides, access from the outside was rather limited. The obvious solution was that the hole had to be sealed off from inside the collector, before it was even installed. | 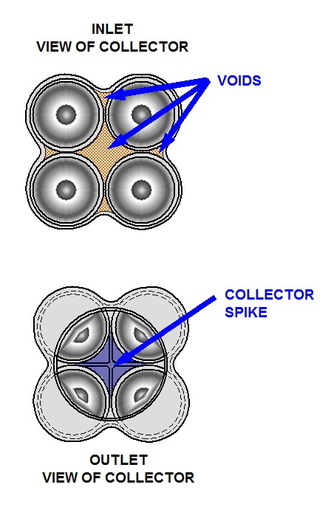 |
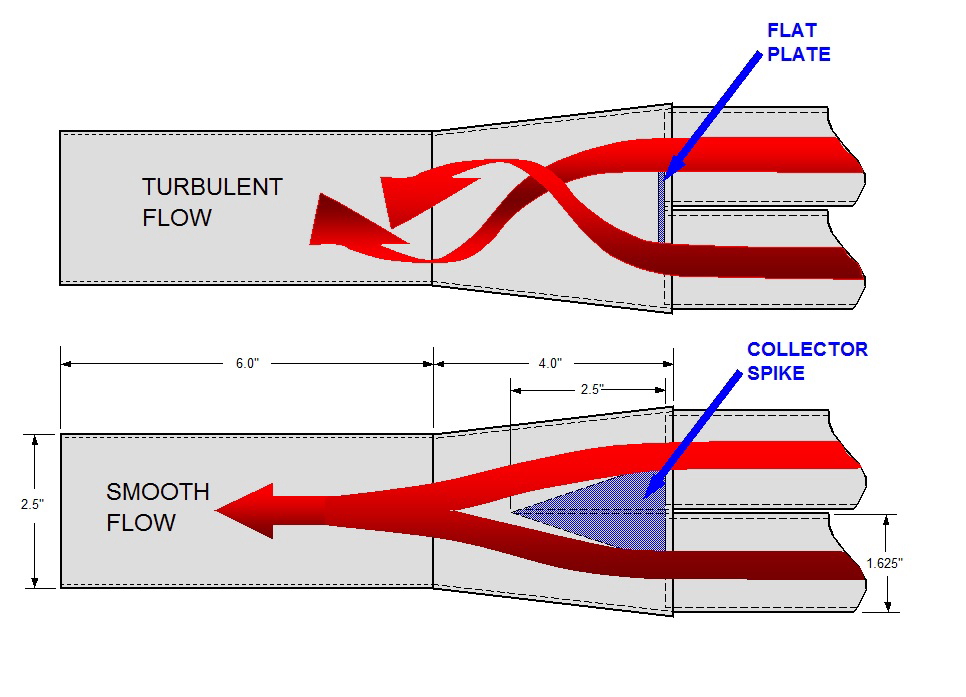
While I could've simply welded a small flat plate to seal off the junction of all four pipes, the abrupt transition from the small diameter primary pipe into the much larger volume of the merge zone would've caused turbulence and a drop in exhaust gas velocity, reducing header air flow. To kill two birds with one stone, I decided to fabricate my own collector spikes which seal off the large junction between the primaries, and more gradually expand the volume inside the merge zone for each pipe:
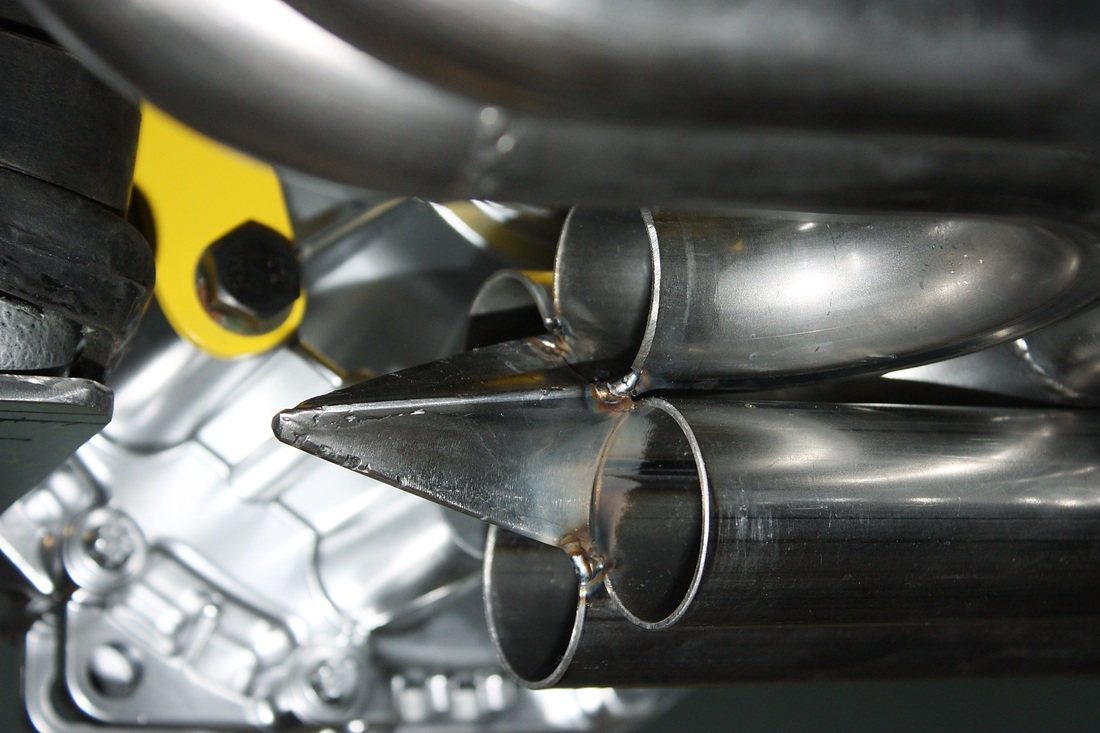
 | I started by taking a 2.5" length of leftover primary tube, and cutting 4 equal wedges from it with a thin cut-off wheel in my angle grinder. Then, by carefully holding the tiny pieces together in a gloved hand, I tack-welded the inside corners to hold its shape. Once that was done, I turned the heat settings down and ran a bead down the length of the four outside corners, and ground them smooth on the belt sander: |
To install the spike, I aligned the ends and zip-tied the four primary tubes of each collector tightly together. Then I clocked the spike in various positions to see which way fit best and marked it:

From there it was a matter of tacking it in place. Here's the one for the LH collector:

Slipping the collector on and aiming my lens down the barrel gave me this view:

I still have to weld the O2 sensor bungs to the collectors (four in all since I'll need two to feed the PCM and two for wide band sensors used for tuning). Once that's done, I can remove the whole system and finish up welding the tubes to the flanges and the collectors to the primaries. After that, the next step for these babies is a road trip to Upper Nine Mile River for some ceramic coating.

 RSS Feed
RSS Feed
